


Two simple steps = 15% more production line throughput. How is this possible? See how…
Kanri2024-10-22
Operators spend 17 minutes daily reporting failures and downtime – that’s over 70 hours per year, per employee.
Operators spend 16 minutes daily looking for supervisors when problems arise.
Operators spend 38 minutes per shift waiting for materials and components.
Operators spend 25 minutes per shift on bug reports and other documentation.
Operators spend 101 minutes per shift – 21% of their time – on non-productive activities.










Monitor your production as it happens. No more waiting for shift reports or manual data entry – respond to issues the moment they occur.
Replace time-consuming manual reporting with automated data collection. Capture critical information from your machines or with a single operator click.
Our IoT devices collect data directly from machines and operators, eliminating human error and providing an accurate picture of your processes and any disruptions.
Say goodbye to spreadsheets and manual calculations. Access all your production data in one place through intuitive dashboards and automated alerts.
Visualize your entire production flow to identify bottlenecks and inefficiencies across operations, not just individual workstations. Break down organizational silos with unified visibility.
Get operational in weeks, not months – with immediate productivity gains
Kanri provides comprehensive production management through intuitive interfaces. Workers can easily report activities and issues, while managers make informed decisions, plan effectively, and delegate with confidence.
PRODUCTION MANAGER
Kanri is a tool that provides the production manager with aggregated and clear data on the efficiency of the entire production process.
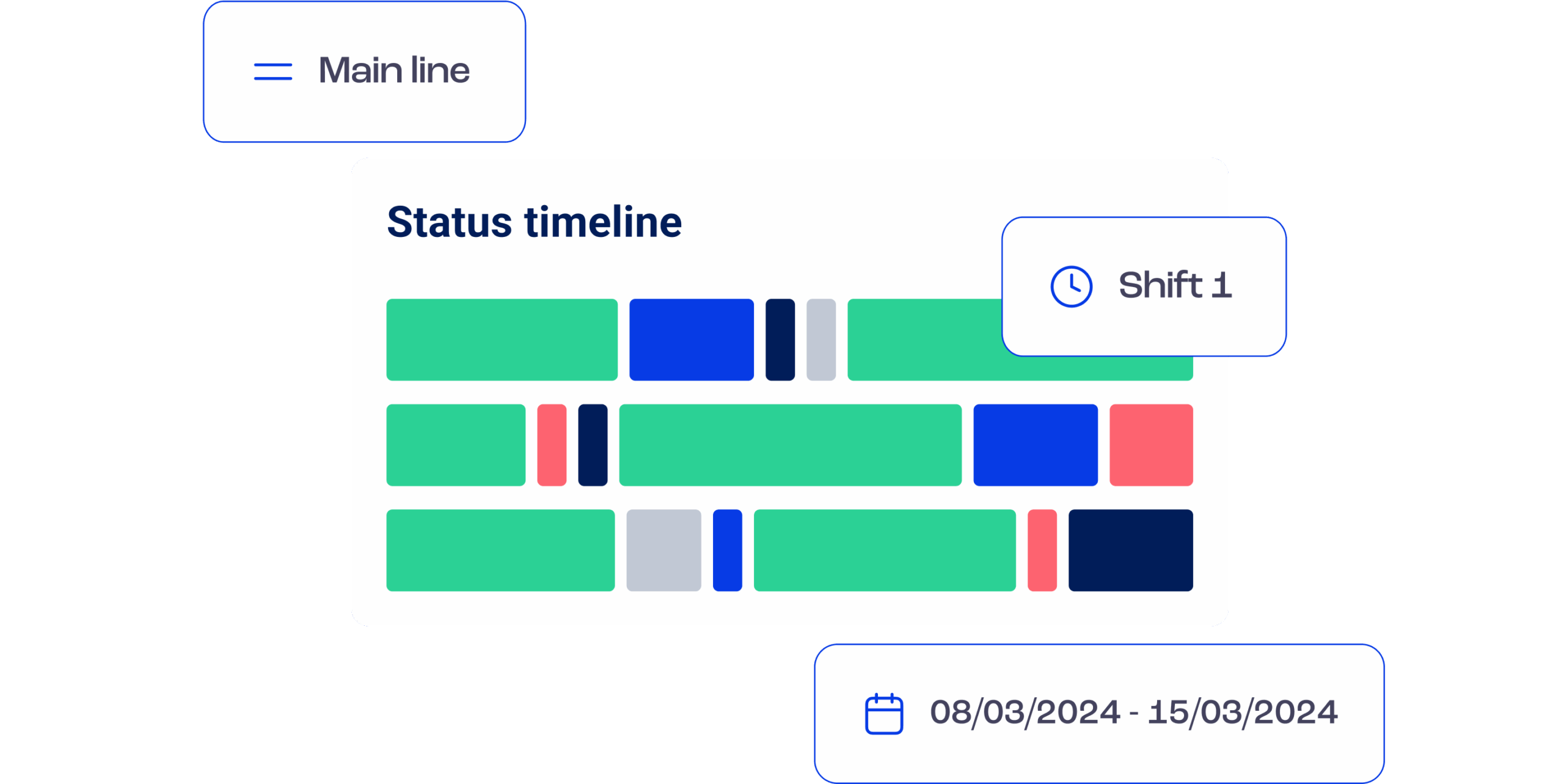
Human-collected data is subject to the risk of error, especially when it is only written down at the end of a shift. Kanri eliminates this problem by showing your production as it actually is, in real time.
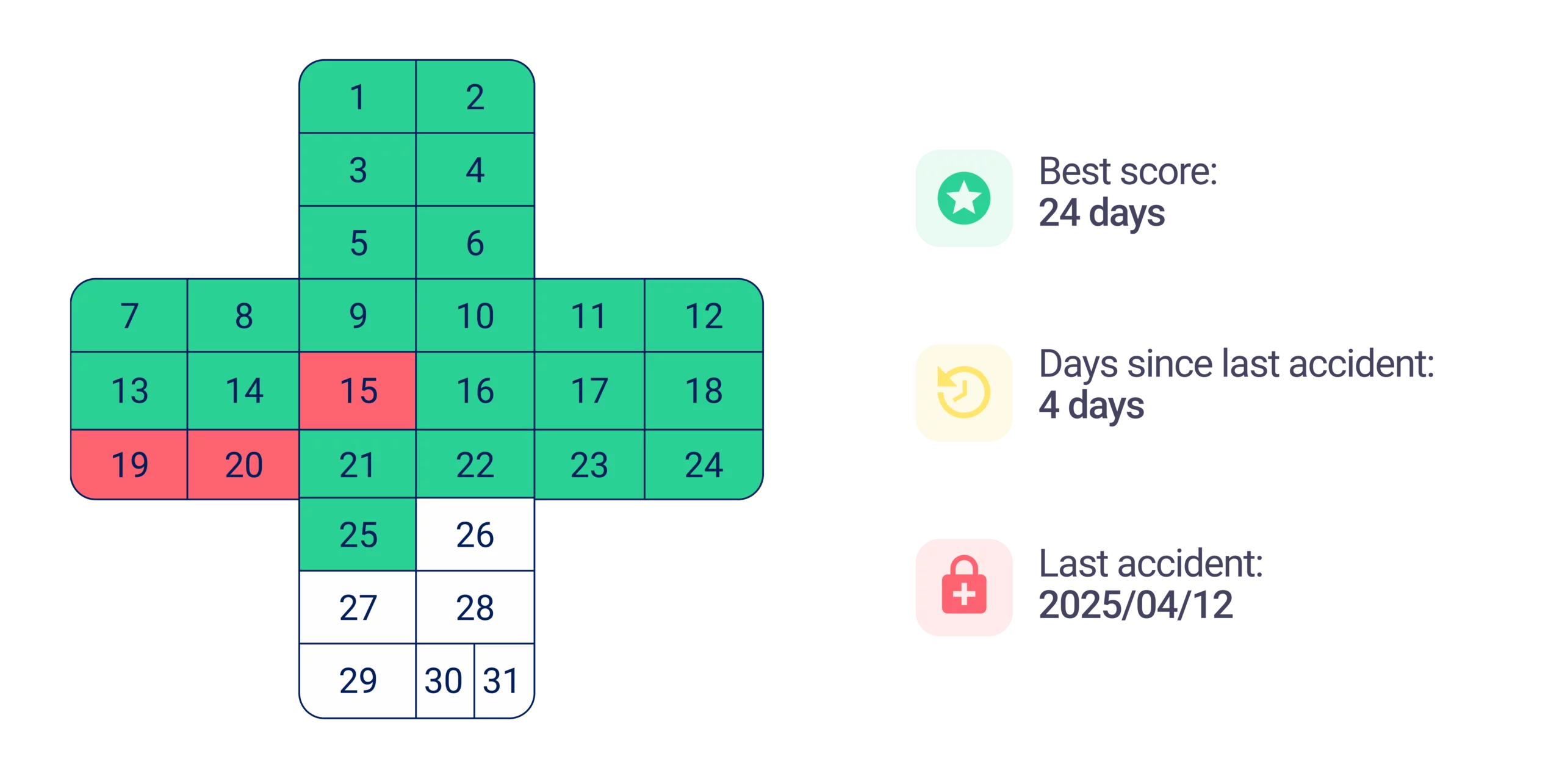
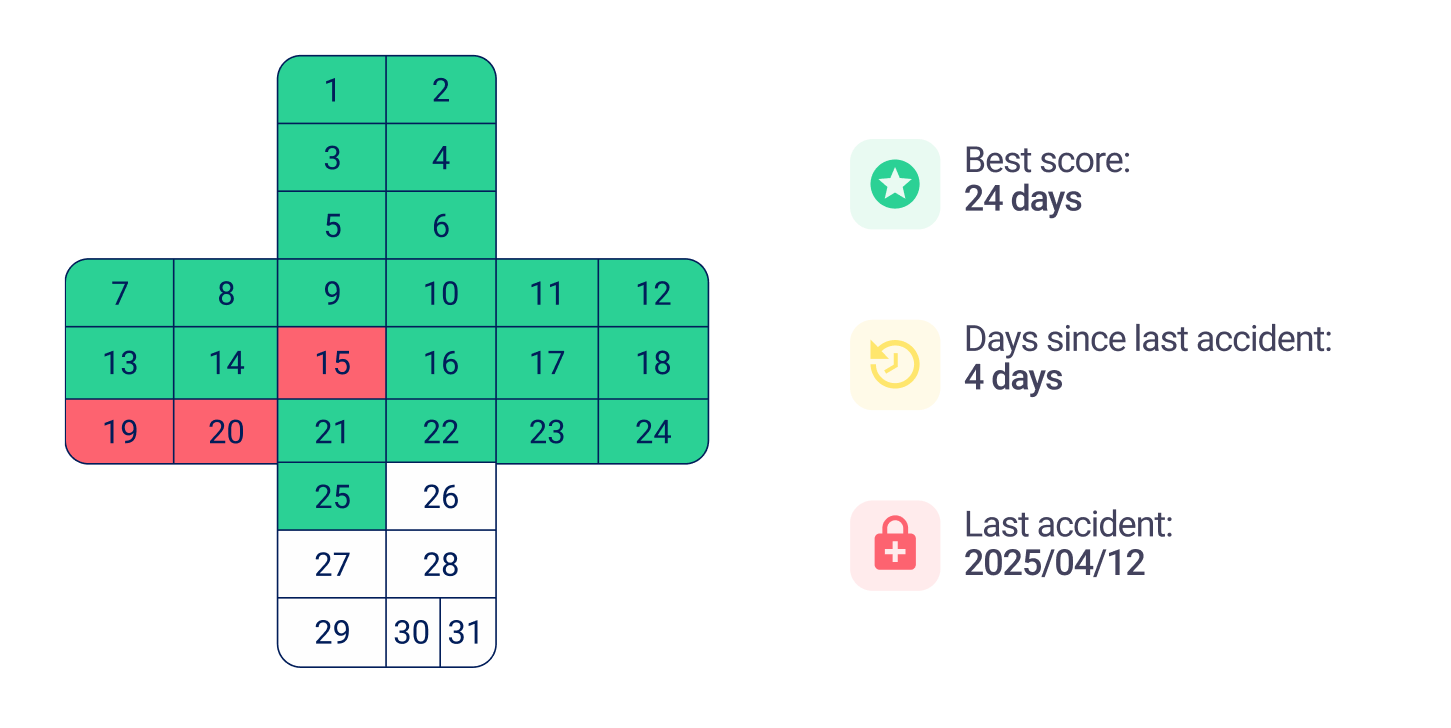
Employees report accidents and hazardous incidents directly to their panels, and managers are notified immediately.
We support managers in their quest for quality improvement with tools for reporting problems at the time of occurrence and easy-to-read reports for quick response to problems.
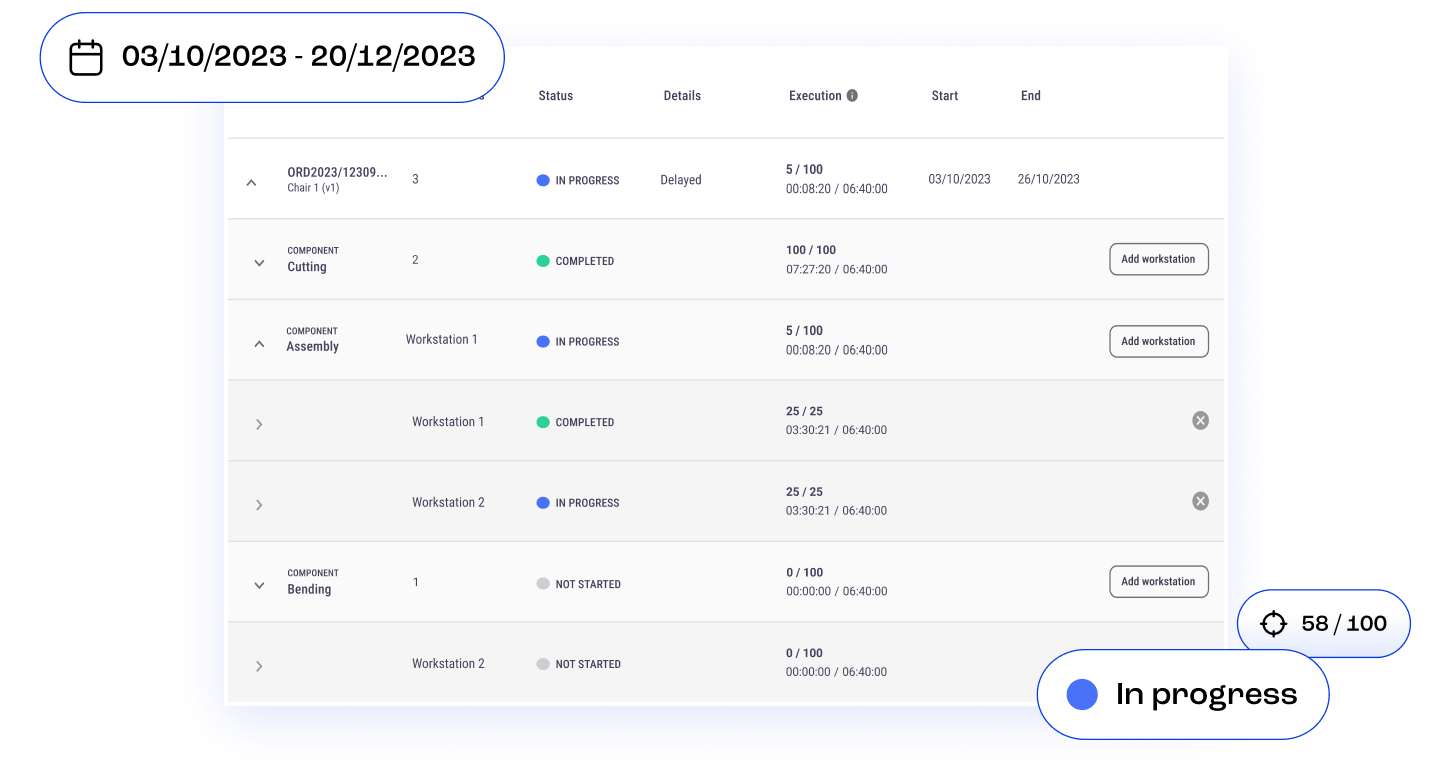
You monitor the implementation of the production plan, problems with its execution and the level of production backlog, and dynamically manage the ongoing work.
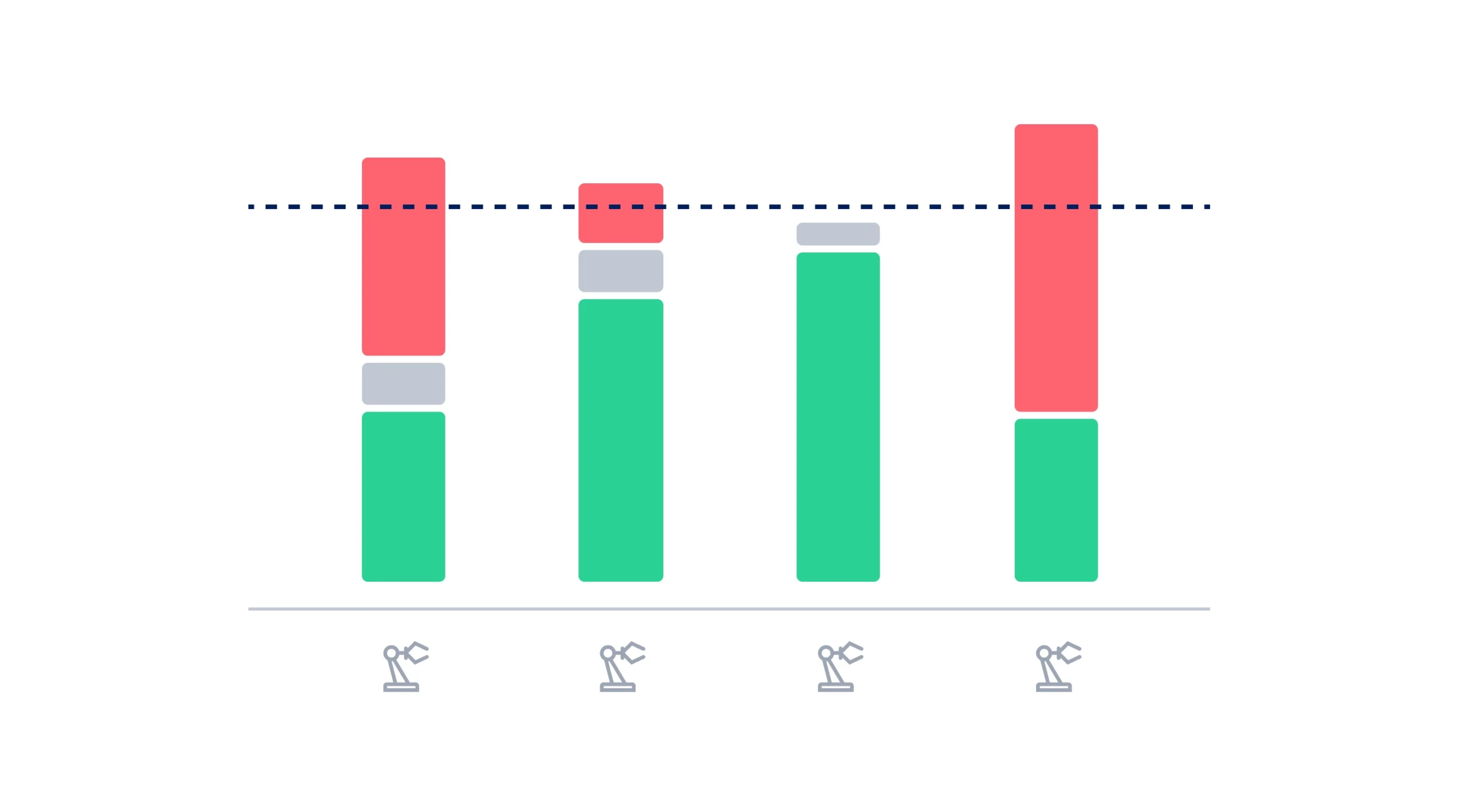
You easily monitor entire production lines, identify bottlenecks and balance processes. This way you find disruptions in the production process and eliminate their sources in real time.
SUPERVISOR
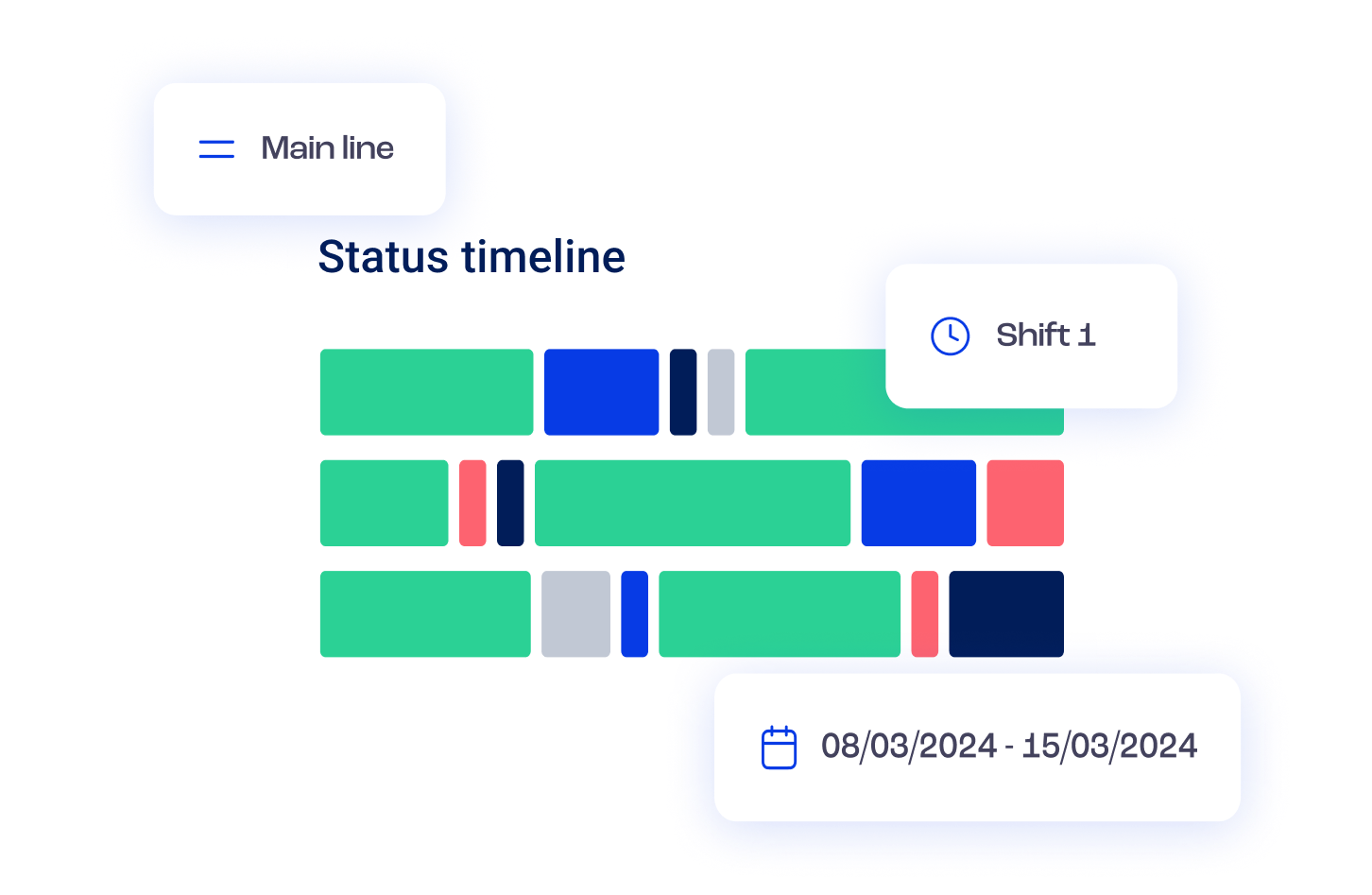
The Supervisor’s Panel allows you to manage production lines and track efficiency on an ongoing basis. All information is presented in the form of clear charts and notifications.
You keep track of the list of orders along with their progress in real time. You can view the statuses of the entire line and individual jobs, as well as dynamically manage machines and their staffing.
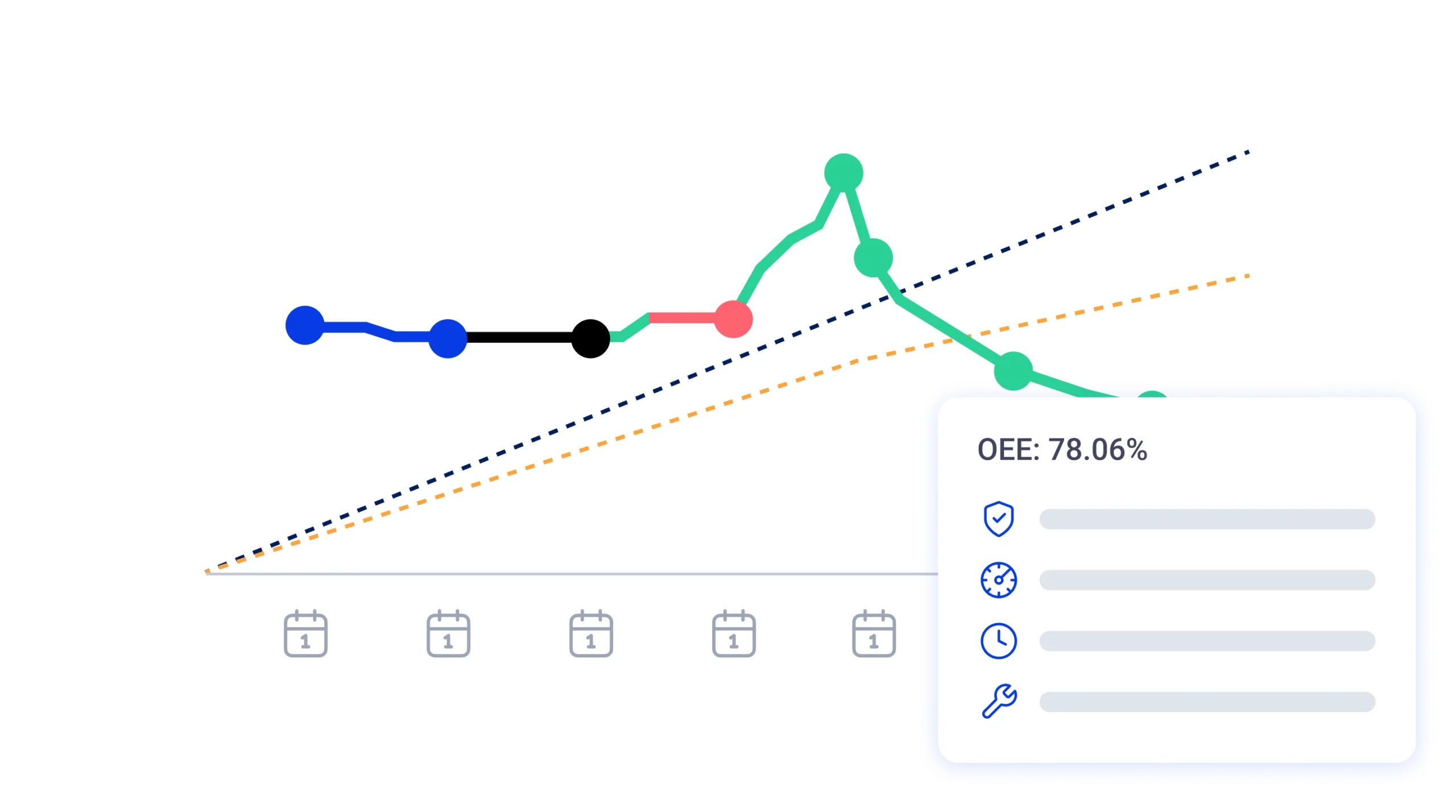
You get a real-time view of production flow charts and OEE, track the causes of downtime, balance the process, get information on quality and the number of pieces produced.
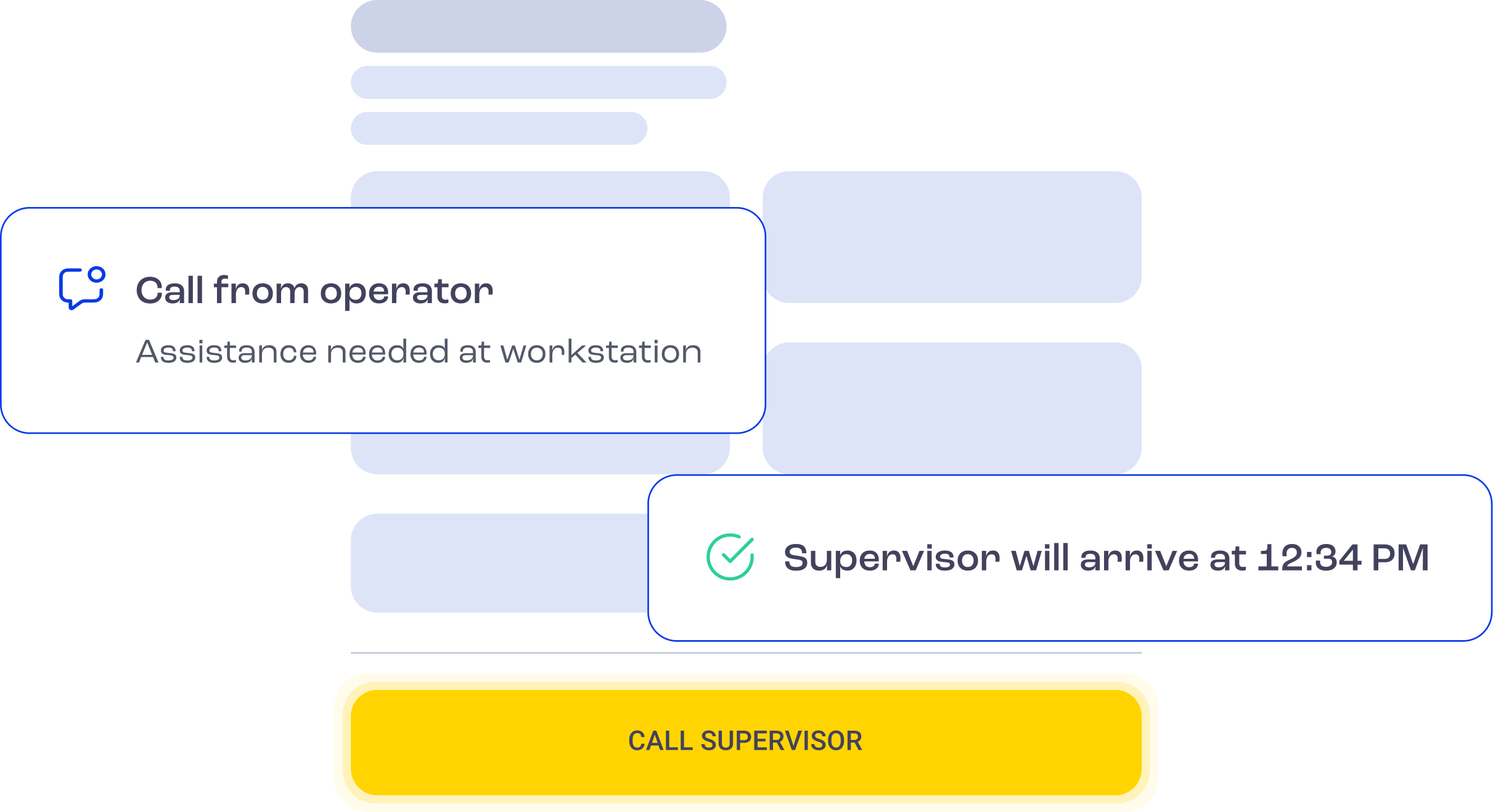
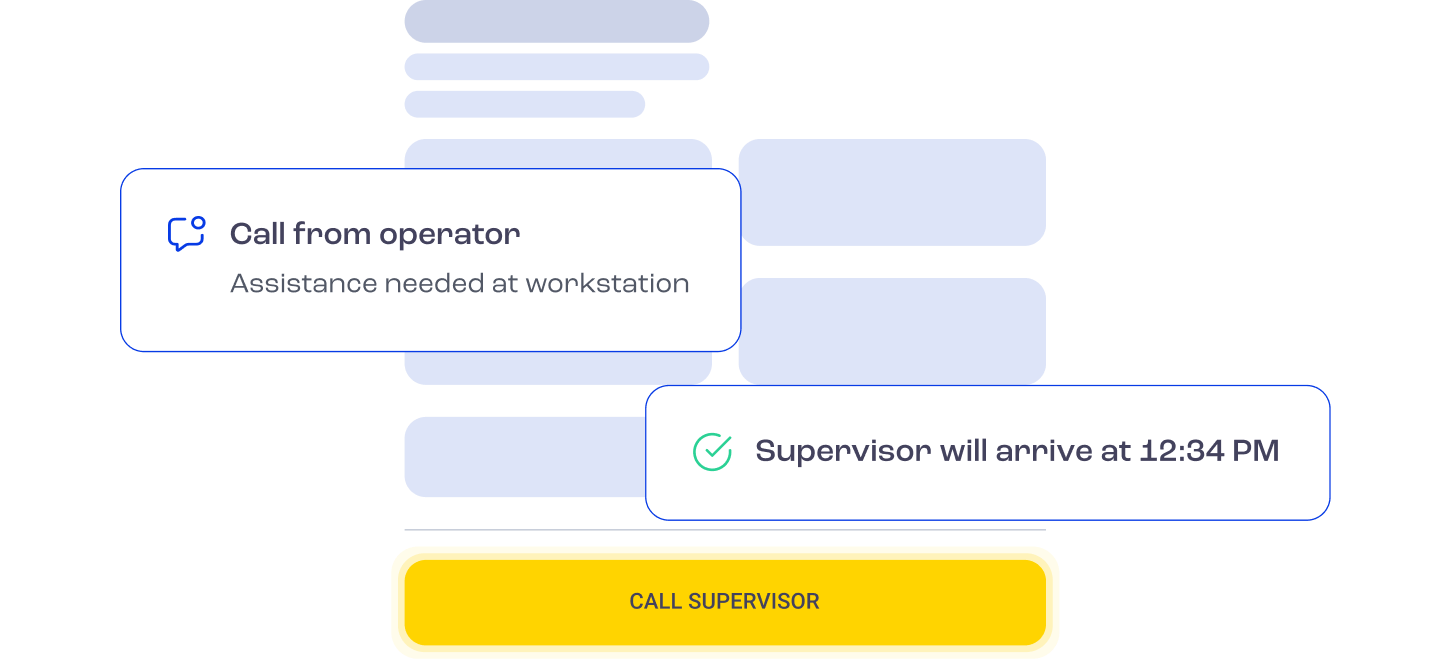
You get notifications of calls from Operators – along with the ability to specify when you will appear at their function.
You have an overview of all reported breakdowns and maintenance, along with information on scheduled repairs and the mechanics assigned to them.
You continuously monitor the statuses of tasks on the PDCA board. You assign responsible people, add tasks and subtasks.
OPERATOR
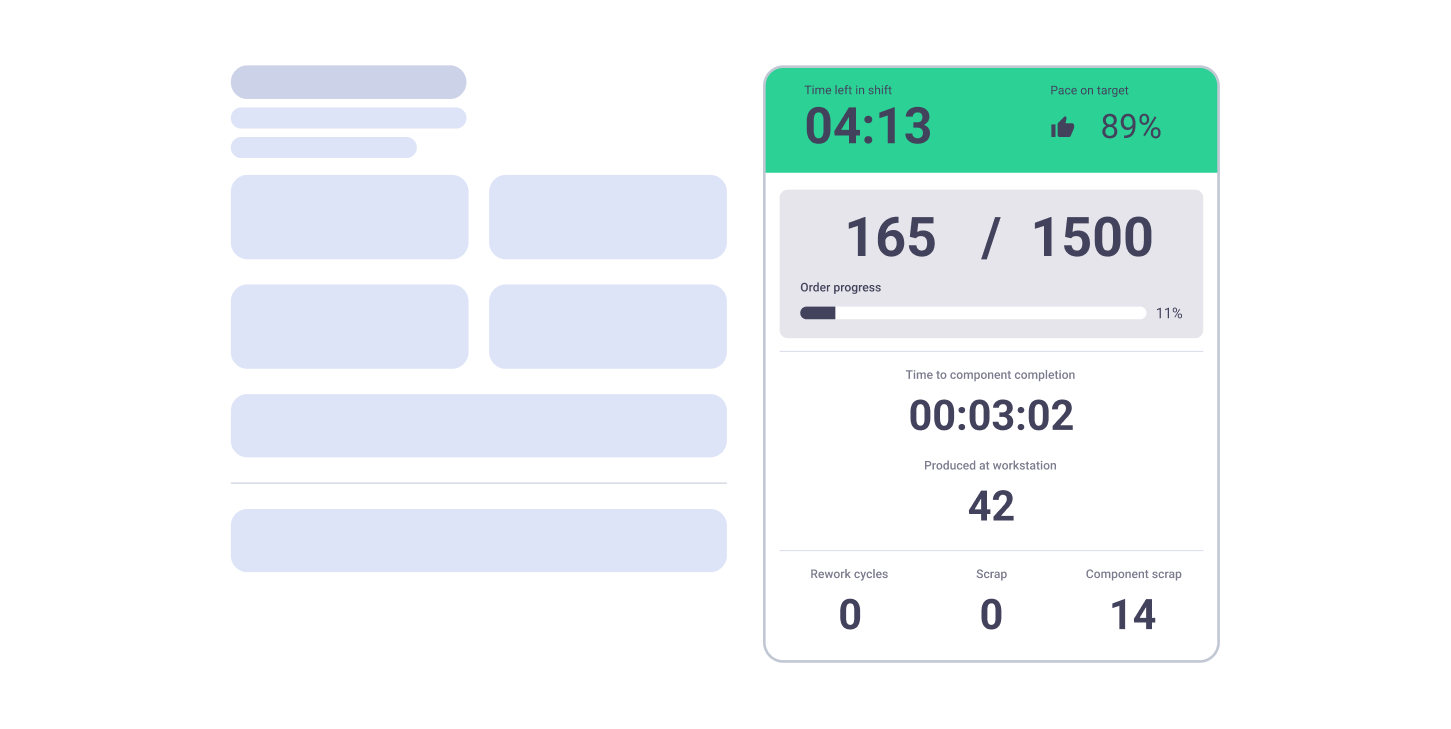
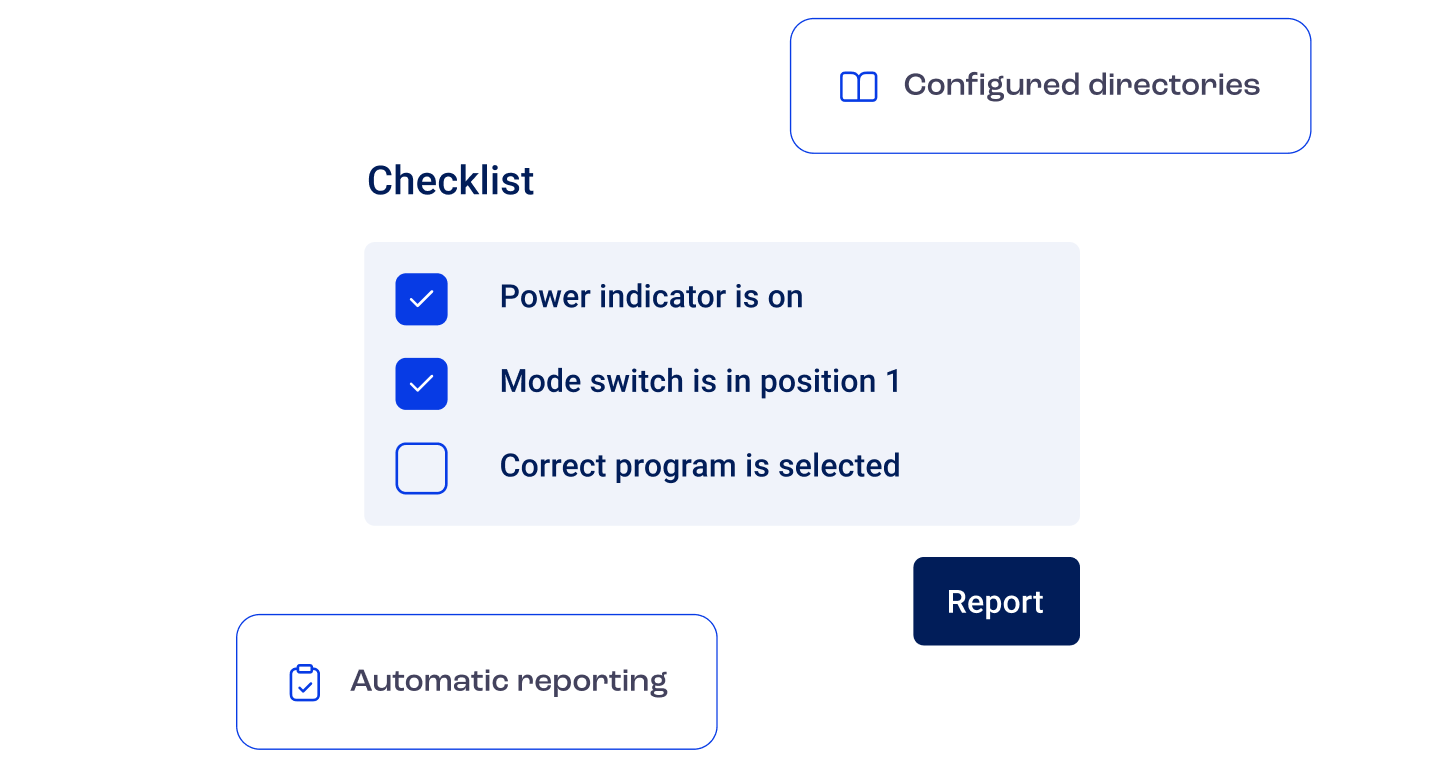
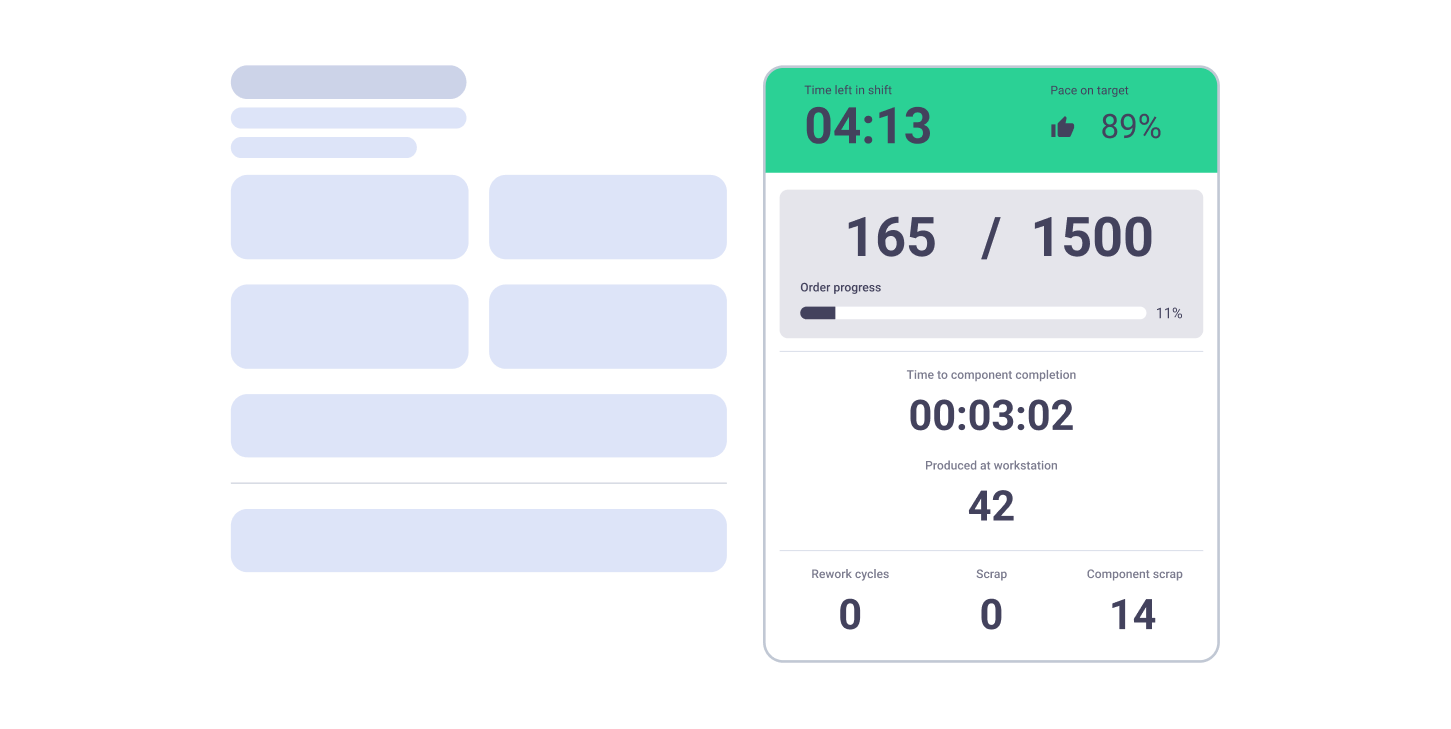
The Operator Dashboard provides all the tools an operator needs to track progress and report on the job. It also makes it possible to eliminate paper instructions, thanks to file access and electronic signatures. It also provides easy communication with the foreman.
Easily record the number of pieces produced (automatically or with a single click), as well as report defects and corrections.
You immediately report outages, failures and accidents. In response, you receive information on when corrective actions are planned.
With one button you call the foreman and see what time he will appear at your post.
In your dashboard, you see quality alerts, receive notifications about changes in the production plan, the status of reported failures and sent calls to the foreman.
In your dashboard you will find all the key files you need for your position, such as instructions or claims.
PRODUCTION MANAGER
Kanri is a tool that provides the production manager with aggregated and clear data on the efficiency of the entire production process.
Human-collected data is subject to the risk of error, especially when it is only written down at the end of a shift. Kanri eliminates this problem by showing your production as it actually is, in real time.
Employees report accidents and hazardous incidents directly to their panels, and managers are notified immediately.
We support managers in their quest for quality improvement with tools for reporting problems at the time of occurrence and easy-to-read reports for quick response to problems.
You monitor the implementation of the production plan, problems with its execution and the level of production backlog, and dynamically manage the ongoing work.
You easily monitor entire production lines, identify bottlenecks and balance processes. This way you find disruptions in the production process and eliminate their sources in real time.
BRIGGER
The Foreman’s Panel allows you to manage production lines and track efficiency on an ongoing basis. All information is presented in the form of clear charts and notifications.
You keep track of the list of orders along with their progress in real time. You can view the statuses of the entire line and individual jobs, as well as dynamically manage machines and their staffing.
You get a real-time view of production flow charts and OEE, track the causes of downtime, balance the process, get information on quality and the number of pieces produced.
You get notifications of calls from Operators – along with the ability to specify when you will appear at their function.
You have an overview of all reported breakdowns and maintenance, along with information on scheduled repairs and the mechanics assigned to them.
You continuously monitor the statuses of adñas on the PDCA board. You assign responsible people, add tasks and subtasks.
OPERATOR
The Operator Dashboard provides all the tools an operator needs to track progress and report on the job. It also makes it possible to eliminate paper instructions, thanks to file access and electronic signatures. It also provides easy communication with the foreman.
Easily record the number of pieces produced (automatically or with a single click), as well as report defects and corrections.
You immediately report outages, failures and accidents. In response, you receive information on when corrective actions are planned.
With one button you call the foreman and see what time he will appear at your post.
In your dashboard, you see quality alerts, receive notifications about changes in the production plan, the status of reported failures and sent calls to the foreman.
In your dashboard you will find all the key files you need for your position, such as instructions or claims.
Kanri is a tool that provides the production manager with aggregated and clear data on the efficiency of the entire production process.
Human-collected data is subject to the risk of error, especially when it is only written down at the end of a shift. Kanri eliminates this problem by showing your production as it actually is, in real time.
Employees report accidents and hazardous incidents directly to their panels, and managers are notified immediately.
We support managers in their quest for quality improvement with tools for reporting problems at the time of occurrence and easy-to-read reports for quick response to problems.
You monitor the implementation of the production plan, problems with its execution and the level of production backlog, and dynamically manage the ongoing work.
You easily monitor entire production lines, identify bottlenecks and balance processes. This way you find disruptions in the production process and eliminate their sources in real time.
The Foreman’s Panel allows you to manage production lines and track efficiency on an ongoing basis. All information is presented in the form of clear charts and notifications.
You keep track of the list of orders along with their progress in real time. You can view the statuses of the entire line and individual jobs, as well as dynamically manage machines and their staffing.
You get a real-time view of production flow charts and OEE, track the causes of downtime, balance the process, get information on quality and the number of pieces produced.
You get notifications of calls from Operators – along with the ability to specify when you will appear at their function.
You have an overview of all reported breakdowns and maintenance, along with information on scheduled repairs and the mechanics assigned to them.
You continuously monitor the statuses of adñas on the PDCA board. You assign responsible people, add tasks and subtasks.
The Operator Dashboard provides all the tools an operator needs to track progress and report on the job. It also makes it possible to eliminate paper instructions, thanks to file access and electronic signatures. It also provides easy communication with the foreman.
Easily record the number of pieces produced (automatically or with a single click), as well as report defects and corrections.
You immediately report outages, failures and accidents. In response, you receive information on when corrective actions are planned.
With one button you call the foreman and see what time he will appear at your post.
In your dashboard, you see quality alerts, receive notifications about changes in the production plan, the status of reported failures and sent calls to the foreman.
In your dashboard you will find all the key files you need for your position, such as instructions or claims.

Officia provident autem assumenda quia cumque voluptas voluptatibus. Minus aliquid est quas modi est ab unde enim. Molestiae eius eveniet vero dolor nihil quasi doloribus nulla.

Officia provident autem assumenda quia cumque voluptas voluptatibus. Minus aliquid est quas modi est ab unde enim. Molestiae eius eveniet vero dolor nihil quasi doloribus nulla.
Learn the answers to the most frequently asked questions about Kanri
Kanri integrates with your equipment through our proprietary IoT solution, supporting both digital (24 VDC) and analog (4-20 mA, 0-10V) connections.
Installation requires 230V power supply, Ethernet network connection, operator tablets for machine interfaces, and additional peripherals like buttons or sensors where applicable.
Kanri connects via Ethernet cable. We recommend a dedicated subnet for optimal performance, though it’s not mandatory. Remote technical support is provided through secure VPN tunnels. For facilities without permanent VPN access, Kanri includes comprehensive monitoring tools for your local IT team.
Yes, Kanri operates on Microsoft Azure cloud infrastructure. We also support deployment on other public clouds (AWS, GCP), private clouds (OpenStack, ProxMox), on-premise servers, or hybrid configurations combining cloud and local resources.
During every implementation, we conduct a thorough compliance analysis with your IT department and cybersecurity team to ensure alignment with your organization’s policies and requirements.
Kanri is developed by CSHARK, which operates under ISO 9001 certification. GDPR compliance is ensured through Microsoft Azure’s infrastructure, with customer data stored in separate databases exclusively within the European Union.
Absolutely. Kanri integrates with external systems through APIs or custom middleware applications developed by our team during implementation. Our goal is to create a unified interface that works seamlessly with your ERP, WMS, APS, and other critical systems.
Yes, provided they’re designed with integration capabilities. Our analytics team evaluates integration possibilities during the implementation or pre-implementation assessment phase.
Kanri implementation begins with an on-site assessment at your facility, followed by workshop sessions to map and define the project scope. The complete installation and commissioning process typically takes several weeks to a few months, depending on complexity.
The physical installation of IoT devices is straightforward and can be performed by your maintenance team using our detailed documentation.
Requirements include operator tablets for machine interfaces, necessary cabling, local servers for on-premise installations, and additional components like push buttons if your machines don’t support direct IoT integration.